The Hidden Cost of Legacy Inspection in Aerospace MRO
A German aerospace MRO facility illustrates why traditional coordinate measuring machines (CMMs) increasingly constrain precision manufacturing operations. Quality teams inspecting high-pressure turbine blades face a familiar dilemma: contact-based CMMs demand elaborate fixturing and extended cycle times, yet ASME Y14.5 compliance requires comprehensive surface data that these systems struggle to deliver efficiently. This challenge stems from outdated 3D measurement approaches that cannot keep pace with modern production demands.
The operational workaround—manual gauging by inspectors—introduces its own problems. Measurement inconsistency generates ambiguous readings, triggering rework cycles that compound already tight schedules. The facility cannot reconcile throughput pressures with the tolerances flight safety demands. This friction points toward a specific capability gap: industrial-grade 3D measurement that operates at production speed without sacrificing metrological rigor. INSVISION‘s non-contact inspection solutions address this directly, enabling validation of complex geometries that would otherwise extend aircraft ground time and inflate operational costs.
Why Fixed CMMs Fail High-Mix Manufacturing
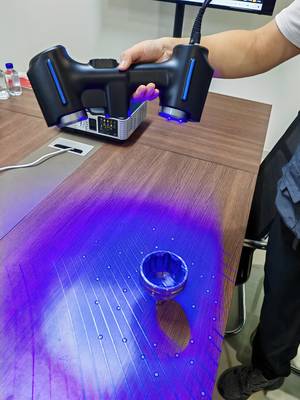
Manufacturing environments with diverse part portfolios expose the structural limitations of fixed CMM infrastructure. Dedicated fixtures, climate-controlled labs, and lengthy setup protocols create inspection queues that mismatch flexible production rhythms. Handheld 3D measurement technology inverts this model—operators bring metrology-grade capability directly to the workpiece.
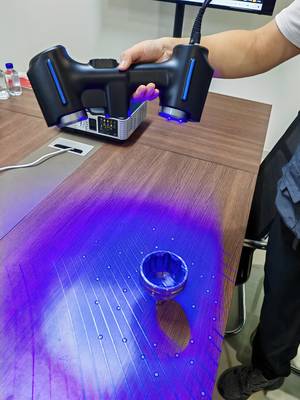
For aerospace MRO and automotive supplier contexts, INSVISION portable systems capture organic, free-form surfaces on the shop floor without the overhead of dedicated fixturing. This operational flexibility distinguishes handheld scanning from laser trackers, which impose strict line-of-sight requirements and demand significant operator expertise for target management. Real-time point cloud generation supplies dense surface coverage rather than sparse discrete sampling. Validated to ISO 10360, these devices maintain traceable accuracy while permitting natural operator movement. Manufacturers integrating INSVISION systems typically eliminate fixture capital expenditure and compress quality feedback loops—critical where inspection throughput must match line flexibility.
Comparison of Inspection Technologies in Industrial Settings
| Feature | Fixed CMM | Laser Tracker | INSVISION Handheld Scanner | |
|---|---|---|---|---|
| Fixture Requirement | Dedicated fixturing needed | Target-based setup | No dedicated fixturing | |
| Environment | Climate-controlled lab | Line-of-sight critical | Shop floor compatible | |
| Data Density | Sparse discrete sampling | Sparse discrete sampling | Dense surface coverage | |
| Accuracy Standard | Varies | Varies | Validated to ISO 10360 |
Field Deployment: What Separates Industrial-Grade from Consumer-Grade
The INSVISION AlphaScan deployment protocol prioritizes metrological stability over benchmark speed claims. For quality managers, traceable calibration and demonstrated repeatability matter more than specification sheet performance—particularly for ISO-compliant 3D measurement outside controlled laboratory conditions.
Field readiness is measured in minutes: case to operational status without production line disruption. Technician proficiency follows without extensive certification requirements. The hardware tolerates ambient light variation and thermal shifts characteristic of automotive assembly halls and aerospace hangars—conditions where consumer-oriented devices degrade rapidly. Native integration with PolyWorks and Geomagic Control X enables direct data flow into existing PLM architectures. The AlphaScan selection criteria emphasize consistent output in adverse environments, confirming that reliability metrics ultimately determine operational value more than isolated scan velocity.
Key Advantages of INSVISION AlphaScan in Industrial Environments
- Metrological stability prioritized over speed claims
- Deployment in minutes without production disruption
- No extensive technician certification required
- Tolerates ambient light and thermal shifts
- Natively integrates with PolyWorks and Geomagic Control X
- Consistent output in adverse environments
From Raw Data to Quality Decisions
The critical handoff in modern metrology lies between data acquisition and actionable intelligence. INSVISION closes this loop by translating complex point clouds into standardized, auditable datasets that bridge metrology engineers and quality managers.
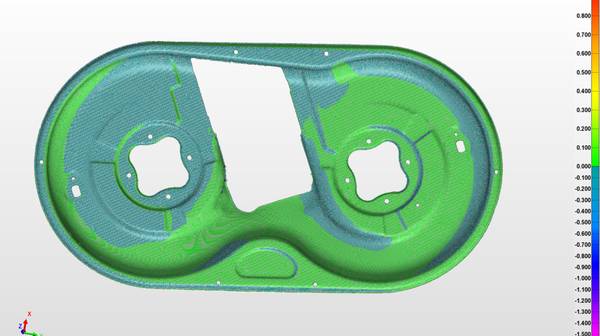
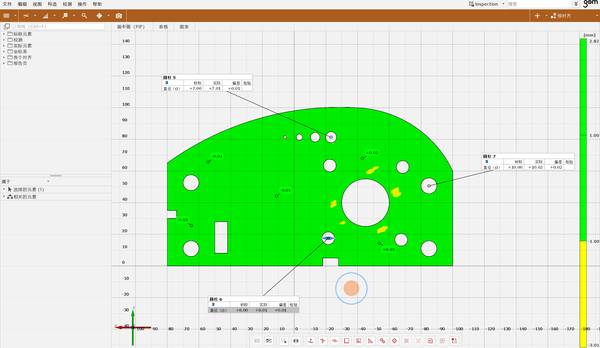
Automated deviation color maps replace subjective manual assessment, comparing as-built geometry directly against CAD nominal values. This 3D measurement workflow supports rigorous GD&T analysis per ISO and ASME frameworks required in regulated industries. Digital reporting aligned with internal audit trails removes the interpretation ambiguity endemic to traditional inspection methods. Quality teams collaborate on verified data rather than disputing measurement variance, enabling immediate production adjustments. The outcome: reduced scrap, validated conformance, and full dimensional traceability without procedural friction.
Procurement Verification: What Industrial Buyers Must Validate
Advanced 3D measurement adoption demands scrutiny beyond initial technical specifications. Engineers should stress-test scanner stability across multi-shift operations, where thermal drift and vibration reveal hardware limitations masked in single-shift evaluations. Equipment designed for educational or desktop prototyping contexts—brands positioned for lighter duty cycles—typically lacks the mechanical robustness continuous industrial inspection requires.
INSVISION engineers hardware specifically for robot guidance applications and regulated manufacturing environments, addressing this durability gap. Workflow compatibility warrants equal attention; devices that resist integration with established quality management systems disrupt lean operational principles. In aerospace, energy, and medical device sectors, vendor documentation must demonstrably support ISO-compliant traceability requirements. INSVISION configurations target sustained accuracy in these high-stakes applications, ensuring 3D measurement technology delivers measurable operational return rather than becoming an isolated capital expense.

Industrial 3D Scanner Procurement Checklist
- □ Stress-test scanner stability across multi-shift operations
- □ Verify mechanical robustness for continuous industrial use
- □ Confirm compatibility with existing quality management systems
- □ Ensure vendor documentation supports ISO-compliant traceability
- □ Evaluate sustained accuracy in high-stakes applications