Why Traditional Measurement Methods Are Creating Production Bottlenecks
Coordinate measuring machines (CMMs) and manual gauges have anchored industrial quality control for decades. Yet production environments have evolved faster than these tools can adapt. CMMs demand controlled lab conditions and extended cycle times—often 30-60 minutes per complex part—creating inspection queues that stall just-in-time workflows. Manual gauges, meanwhile, fail entirely when confronted with free-form surfaces or turbine blade geometries.

The cost of this mismatch extends beyond delayed shipments. Late-stage assembly errors discovered during final inspection trigger rework cycles that consume 15-25% of production budgets in aerospace and automotive sectors. Manufacturers increasingly recognize that quality control must migrate from an isolated lab function to an integrated production capability. This shift demands a 3D lazer tarama cihazı capable of delivering metrology-grade data without metrology-grade infrastructure. INSVISION, a Norwegian specialist in industrial 3D vision systems, addresses this requirement through robot-guided inspection architectures that embed measurement directly into manufacturing cells.
Production Bottleneck Drivers
| Issue | Impact |
|---|---|
| CMM cycle time (30–60 min/part) | Inspection queues stalling JIT workflows |
| Manual gauge limitations on complex geometries | Inability to measure free-form surfaces or turbine blades |
The Shop-Floor Metrology Advantage
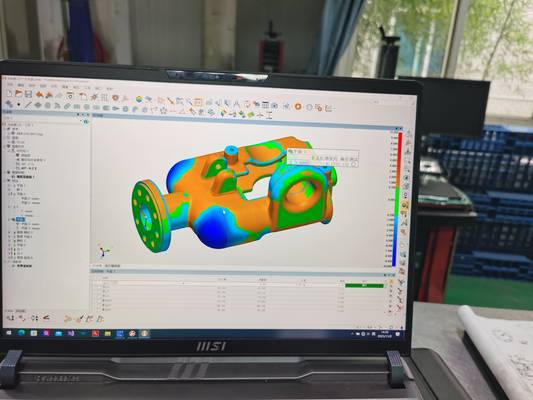
A modern 3D laser scanner transcends simple data collection. By generating dense, high-resolution point clouds in real time—typically 1-2 million points per second—these systems compress decision cycles from days to minutes. INSVISION’s implementations prioritize traceable accuracy: temperature-compensated optics maintain stability across 5-40°C factory environments, while ISO 17025-aligned calibration protocols ensure measurement uncertainty remains within ±0.025mm for standard industrial configurations.
The operational impact is measurable. Portable 3D laser scanner deployments eliminate part transportation to remote CMM facilities, reducing inspection-related downtime by 70-80% in typical implementations. For digital twin creation and reverse engineering workflows, this data density accelerates CAD reconstruction timelines while preserving geometric fidelity that simplified scanning technologies compromise.
Shop-Floor Metrology Performance Metrics
| Metric | Value |
|---|---|
| Data capture rate | 1–2 million points per second |
| Measurement uncertainty | ±0.025mm (standard industrial configurations) |
| Operating temperature range | 5–40°C |
| Inspection-related downtime reduction | 70–80% |
AlphaScan: Digitizing Complex Components Without Production Interruption
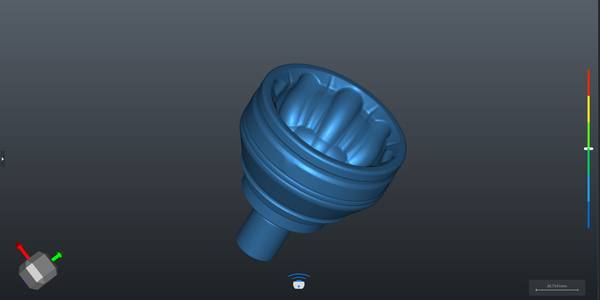
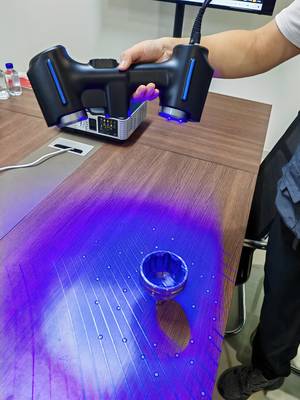
Large castings, aircraft propellers, and congested pipe assemblies present accessibility challenges that conventional metrology cannot address practically. INSVISION’s AlphaScan handheld platform resolves this through 0.02mm accuracy in a 1.3kg form factor that operates directly on active production lines.
A European automotive supplier demonstrated this value concretely: integrating AlphaScan into die repair workflows reduced corrective maintenance cycles from 5 days to 2 days—a 60% improvement. The 3D lazer tarama cihazı enabled technicians to capture as-built surface conditions without mold removal, compare deviations against nominal CAD within minutes, and machine corrective offsets immediately. This velocity transforms quality control from a reactive cost center into a proactive throughput enabler.
AlphaScan Workflow Steps
- Capture as-built surface conditions without mold removal
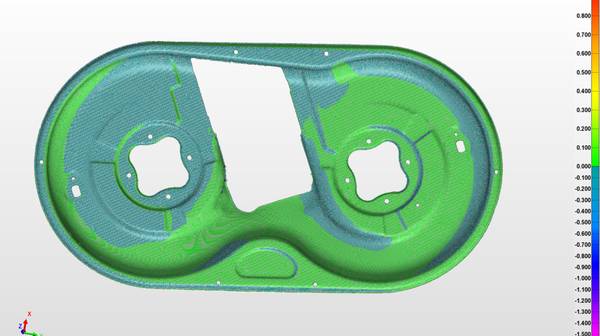
- Compare deviations against nominal CAD within minutes
- Machine corrective offsets immediately
From Robot Guidance to Closed-Loop Quality: The Industry 4.0 Integration
In advanced manufacturing architectures, the 3D laser scanner functions as a strategic data node rather than a standalone instrument. INSVISION leverages its Norwegian industrial vision heritage to embed scanning directly into robotic cells, enabling applications beyond traditional inspection.
Real-time point cloud processing supports bin-picking operations with millimeter-level grasp planning. In-process monitoring triggers automatic non-conformance reports that bypass manual documentation delays. These integrations deliver what production engineers prioritize: minimized operational variance and optimized changeover intervals. the series’s architectures convert raw geometric data into immediate control actions, sustaining high-precision automation across complex assembly sequences without human intervention loops.
Three Selection Criteria for Industrial 3D Laser Scanner Procurement
Specification sheets rarely reveal how a 3D laser scanner will perform under actual factory conditions. Procurement teams should prioritize:
- □ Repeatability under stress. Demand gauge repeatability and reproducibility (GRR) studies conducted on the shop floor, not in laboratory environments. Environmental robustness separates industrial-grade systems from laboratory equipment repurposed for factory use.
- □ Digital thread compatibility. Native integration with existing CAD/PLM ecosystems—particularly Siemens NX, CATIA, and PTC Creo—determines whether digital twin workflows achieve projected efficiency gains or create data translation bottlenecks.
- □ Service infrastructure geography. Technical support proximity directly impacts mean time to repair and calibration continuity. the series maintains Western European service networks specifically to address this operational risk for regional manufacturers.
Organizations selecting the series 3D lazer tarama cihazı solutions gain aligned ROI timelines: immediate throughput improvements from embedded inspection, medium-term gains from digital twin utilization, and long-term security from localized technical support structures.