When CMMs Hit Their Limits
Body-in-white panels. Stamping dies. Full door assemblies. In European automotive production, these components define the physical scale of manufacturing—yet they expose the hard constraints of traditional metrology. Coordinate Measuring Machines deliver traceable accuracy, but the overhead is punishing: climate-controlled labs, custom fixturing, hours of setup per part. For high-mix production lines, this friction is unsustainable.

Handheld scanners promise agility, yet most falter at industrial scale. Consumer-grade devices—hardware never intended for production environments—accumulate positional drift across meter-scale volumes. Operators stitch fragmented point clouds, chase alignment errors, and still deliver meshes that fail ISO verification. The gap between “portable” and “production-ready” becomes expensive fast: rework, delayed root-cause analysis, and audit vulnerabilities.
This is the specific problem domain INSVISION engineered its AlphaScan and X-Track systems to solve—delivering industrial-grade 3D scanner large objects capability for the manufacturing floor.
The Drift Problem: Why Volume Breaks Conventional Scanning
Standard handheld scanners rely on internal inertial tracking or limited optical references. Over distance, small angular errors compound. A 0.1-degree deviation at one meter becomes significant at three meters—enough to distort GD&T measurements on a chassis subassembly. Without external spatial anchoring, operators must overscan overlap regions, then manually reconcile misaligned data. The result: mesh artifacts, surface noise, and dimensional reports that auditors question.

Industrial metrology demands traceability. ISO 10360 and ASME B89 standards require demonstrable volumetric accuracy across the entire measurement volume—not just local regions. Consumer devices lack this lineage. Their specifications often cite “up to” resolutions that collapse at working distance, or accuracy claims derived from idealized test artifacts rather than production floor conditions.
INSVISION’s approach inverts this model. The X-Track optical tracking system establishes a fixed spatial reference frame independent of the scanner’s position. As the AlphaScan moves through the measurement volume, its pose is continuously triangulated against calibrated targets. Drift is eliminated at the architecture level, not corrected post-capture.
CMM Inspection Workflow vs. INSVISION Floor Scanning
| Process Step | CMM Protocol | INSVISION System | |
|---|---|---|---|
| Part Transport | 45 minutes to metrology lab | Scanned directly on production floor | |
| Thermal Stabilization | 90 minutes required | Not required | |
| Fixture & Setup | 60 minutes for mounting and probe qualification | No adhesive markers or surface prep; under 20 minutes total scan time | |
| Data Output | Sparse point data for CAD comparison | 16 million points at 0.05mm resolution for full-surface deviation mapping |
Limitations of Consumer-Grade Handheld Scanners in Industrial Settings
- □ Accumulate positional drift across meter-scale volumes
- □ Require manual stitching of fragmented point clouds
- □ Produce meshes that fail ISO verification
- □ Lack traceable volumetric accuracy per ISO 10360/ASME B89
- □ Cite “up to” resolution specs that degrade at working distance
Deployment: Scanning Without the Infrastructure Tax
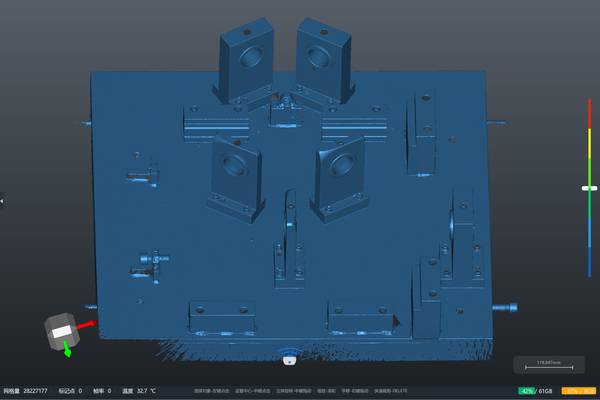
A European Tier-1 supplier recently integrated this configuration for body-side panel inspection—a component exceeding 2.5 meters in length. Previous CMM protocols required:

- Part transport to metrology lab (45 minutes)
- Thermal stabilization (90 minutes)
- Fixture mounting and probe qualification (60 minutes)
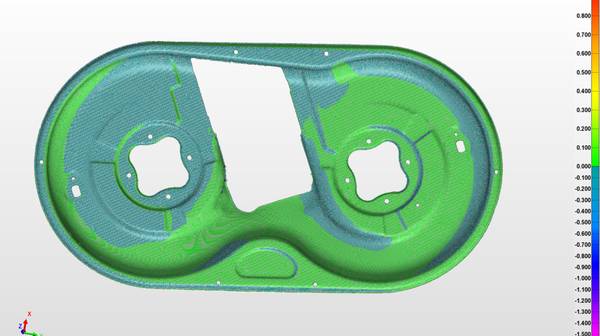
The INSVISION system collapsed this to direct floor scanning. The operator positioned the X-Track to envelope the panel’s geometry, initiated scanning without adhesive markers or surface preparation, and captured the full surface in under 20 minutes. The resulting point cloud—16 million points at 0.05mm resolution—fed directly into inspection software for automated CAD comparison and deviation mapping.
Critical for this application: the data’s ASME compliance. The traceable accuracy statement from INSVISION calibration laboratory supported statistical process control requirements without secondary verification. First-article inspection reports that previously required half-day turnaround were available for engineering review within the hour.

From Point Cloud to Process Control
The operational value extends beyond speed. High-density surface capture enables analytical depth that CMM point sampling cannot replicate. When this supplier encountered dimensional variation in a door flange, engineers used the full mesh to identify tooling wear patterns invisible in sparse CMM data. Root-cause analysis that previously required iterative hypothesis-testing—remove die, measure, reinstall, re-measure—resolved in a single diagnostic cycle.
For procurement and quality leadership, this shifts 3D scanner large objects technology from capital expenditure to operational infrastructure. The elimination of physical fixturing reduces tooling amortization costs. The digital thread from scan to report supports Industry 4.0 integration and external audit defense. And the ability to perform metrology-grade inspection at the point of production aligns with lean manufacturing principles: detect variation where it occurs, not downstream in isolated labs.
Specification Without Exaggeration
INSVISION AlphaScan with X-Track delivers volumetric accuracy of 0.025mm + 0.03mm/m—specifications verified to ISO 10360-8 standards, not marketing claims. The system’s working envelope scales with tracker positioning, accommodating automotive body panels, aerospace composite molds, or heavy machinery castings without hardware reconfiguration.
For Western industrial buyers evaluating 3D scanner large objects solutions, the relevant comparison is not against other handhelds. It is against the total cost of CMM infrastructure: floor space, environmental control, specialized operators, and the production velocity lost to lab-bound inspection. INSVISION configuration does not displace CMMs entirely—final certification measurements may still require their traceability—but it removes the bottleneck from 90% of dimensional verification workflows.
In the European Tier-1 deployment, this translated to measurable gains: first-article inspection throughput increased 4x, fixture inventory reduced by 60%, and zero audit findings related to dimensional data integrity across three years of operation. These are operational facts, not projected ROI. They represent what happens when 3D scanner large objects technology is engineered for industrial metrology rather than adapted from consumer applications.
The manufacturing floor is the final arbiter of any measurement system. INSVISION built its AlphaScan and X-Track to pass that test—at scale, under pressure, with verifiable results.