When CMM Workflows Hit Their Limits: A German Engine Block Manufacturer’s Dilemma
Aluminum engine blocks with deep cylinder cavities and hard-to-reach undercuts present a familiar challenge for Tier-1 suppliers: how to verify complex geometries without stalling high-mix production lines. One German automotive supplier found their traditional CMM workflow increasingly mismatched to operational reality. Each inspection required transporting heavy castings to a temperature-controlled lab, creating backlogs that disrupted lean manufacturing flow. Touch probes struggled with internal features, forcing time-consuming re-fixturing that made comprehensive 3D scan object capture impossible in a single setup. The resulting latency threatened delivery schedules and amplified scrap risks. The facility needed metrology-grade accuracy on the shop floor—without sacrificing the speed to capture intricate surface data instantly. This gap between design intent and manufacturing reality is where INSVISION has built its industrial focus.
Why Fixed Metrology Systems Fall Short for Complex Geometry
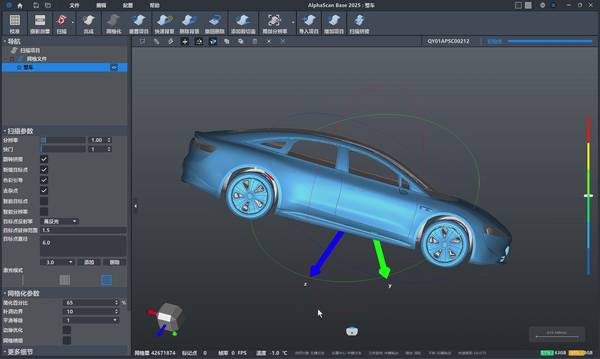
Coordinate Measuring Machines and laser trackers maintain their place for high-precision tolerances, yet their immobility creates friction in modern production environments. Transporting large components to climate-controlled labs introduces logistical bottlenecks and non-value-added time. Handheld 3D scanning inverts this model by bringing measurement capability directly to the part. The approach proves essential when engineers need to 3D scan object geometries with freeform surfaces—precisely where tactile probing slows to a crawl or fails entirely on concave features. INSVISION’s AlphaScan handheld scanner targets these industrial scenarios specifically, delivering the portability required for on-site inspection and MRO operations. Rather than sparse point collections, the system captures dense surface data that feeds directly into existing CAD/CAM ecosystems, compressing the path from physical part to digital twin. For manufacturers, this means maintaining ISO compliance while eliminating rigid fixturing requirements—a practical ROI case for digital workflow adoption.

Key Advantages of Handheld 3D Scanning Over Fixed Systems
- Brings measurement capability directly to the part, eliminating transport to climate-controlled labs
- Captures dense surface data instead of sparse point collections, enabling full digital twin creation
- Maintains ISO compliance without requiring rigid fixturing
Deploying AlphaScan on a Live Production Line
Integration into established quality workflows demands minimal disruption, particularly around software compatibility. Operators feed scan data directly into post-processing platforms such as VXmodel without middleware translation, shrinking the interval between capture and CAD comparison. Training requirements concentrate on basic mesh manipulation rather than specialized programming, allowing floor staff to reach proficiency within days. Environmental robustness separates industrial-grade systems from lab-bound alternatives. The AlphaScan maintains metrological integrity despite ambient vibration and temperature fluctuations common in automotive stamping plants or aerospace MRO facilities, operating within ISO 10360 standards for traceable volumetric accuracy. When technicians 3D scan object geometries at the point of manufacture, the workflow shifts from batch processing to real-time feedback—enabling immediate corrective action on tooling offsets. This deployment flexibility positions INSVISION as a viable replacement for legacy tactile probing in high-mix environments.
Steps to Integrate AlphaScan into Existing Quality Workflows
- Feed scan data directly into post-processing platforms like VXmodel without middleware
- Train floor staff on basic mesh manipulation rather than specialized programming
- Validate performance under ambient vibration and temperature fluctuations per ISO 10360
- Enable real-time feedback at the point of manufacture for immediate corrective action
Full-Field Data Reshapes Quality Assurance and Engineering Loops
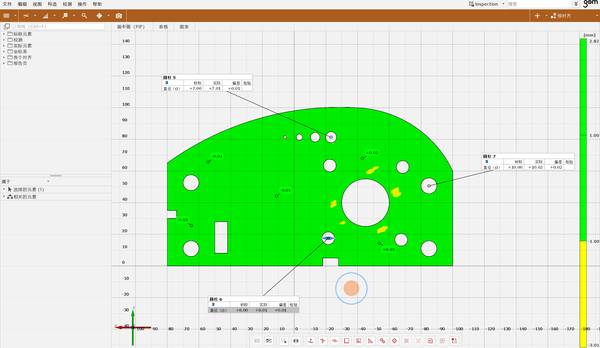
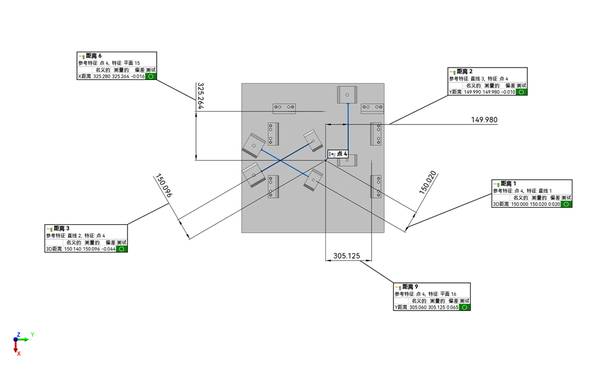
Access to complete 3D scan object data changes how manufacturers approach root-cause analysis for casting defects. INSVISION metrology solutions replace sparse CMM point collections with full-field surface deviation maps, allowing quality teams to visualize distortion patterns and shrinkage porosity that limited data often obscures. During First Article Inspection, this capability eliminates complex physical fixtures—parts can be inspected in a free state without sacrificing ISO traceability. The impact extends upstream to engineering: R&D teams apply high-density scan data to validate design-for-manufacturability assumptions before finalizing tooling commitments. Comparing nominal CAD against the as-built 3D scan object lets engineers identify necessary tooling corrections faster, reducing prototype iterations. The result is fewer rework cycles and less labor diverted to fixture setup and manual inspection.
Evaluation Criteria for Industrial 3D Scan Object Systems
Selecting equipment to 3D scan object geometries demands scrutiny beyond specification sheets. Engineers should require documented traceability and repeatability data aligned with ISO 10360 standards. Performance in controlled labs offers no guarantee under high-vibration automotive plant conditions, so compatibility testing with legacy metrology infrastructure proves essential for seamless PLM integration. Usability assessment matters equally: interfaces that support rapid training outperform those demanding specialized certification. INSVISION occupies a distinct position against consumer-grade alternatives and vertically specialized tools such as dental scanners—exclusive focus on industrial-grade handheld systems engineered for demanding Western manufacturing environments. Whether deployed in aerospace MRO or medical device quality control, INSVISION delivers the robustness required for accurate, repeatable results at the point of production using advanced 3D scan object technology.
Critical Evaluation Criteria for Industrial 3D Scanning Systems
| Criterion | Description |
|---|---|
| Traceability & Repeatability | Must include documented data aligned with ISO 10360 standards |
| Environmental Robustness | Performance must be validated under real-world conditions like high vibration, not just controlled labs |
| Legacy System Compatibility | Essential for seamless PLM integration; requires compatibility testing with existing metrology infrastructure |
| Usability & Training | Interfaces should support rapid training without requiring specialized certification |