How White Light Measurement Systems Capture 3D Geometry
White light measurement systems project coded structured light patterns onto a target surface. Dual stereo cameras capture pattern distortions, and software algorithms triangulate these into precise 3D point clouds. This non-contact optical approach captures millions of surface points simultaneously—fundamentally different from the sequential single-point probing of Coordinate Measuring Machines (CMMs).
For automotive OEMs and aerospace MRO operations, this full-field data density matters. Localized surface defects—subtle distortions in stamping dies, micro-cracking in turbine blades—often escape touch-probe sampling. INSVISION processes high-density point clouds to deliver complete surface verification reports, eliminating the risk of part deformation from physical contact. Manufacturers gain higher-fidelity reverse engineering and quality control data that aligns with ASME Y14.5 and ISO 10360 standards, significantly reducing inspection cycle time compared to traditional methods.
INSVISION AlphaScan: Portable Metrology for Shop-Floor Reality
Fixed-bridge CMMs demand climate-controlled environments and part transport logistics that disrupt production flow. INSVISION designed the AlphaScan specifically to break this constraint. The handheld unit deploys advanced white light measurement systems for direct data capture on the shop floor—no metrology lab required.
This portability solves real access problems. Automotive OEMs inspect full vehicle assemblies without disassembly. Aerospace MRO teams reach internal structures where gauge arms cannot maneuver. The AlphaScan projects structured white light patterns that maintain metrology-grade accuracy across complex freeform surfaces, supporting ISO 9001 documentation without pulling parts from production. For lean manufacturing operations, eliminating transport and fixturing time translates directly to measurable throughput gains. Fixed CMMs retain their place for sub-micron prismatic tolerances; the AlphaScan fills the gap for in-situ dimensional verification and rapid reverse engineering.

Speed, Coverage, and Repeatability in Production Contexts
Traditional CMMs anchored to ISO 10360 verification remain non-negotiable for certain applications—gauge calibration, master part certification, tight GD&T callouts on machined features. Yet single-point probing creates unavoidable bottlenecks when 100% inspection or complex surface coverage enters the equation.
White light measurement systems invert this constraint. A turbine blade that demands hours of CMM programming and rotary table indexing resolves through optical scanning. Medical implant geometries—organic, asymmetric, minimally fixturable—yield complete deviation maps rather than sparse cross-sections. INSVISION integrates these capabilities to reduce fixture dependency and deliver actionable metrology data at the point of manufacture. Procurement and quality managers tracking lean metrics observe accelerated first-article approvals, instant part-to-CAD comparison, and quality gates that no longer throttle production velocity.

Sector-Specific Applications: Where Optical Measurement Delivers
Aerospace MRO — First-article inspection under AS9100 requires exhaustive documentation. White light measurement systems generate dense point clouds that validate complex airfoil repairs, capturing surface continuity that touch-probe sampling often misses. INSVISION enables complete repair verification with full traceability.
Automotive Tooling — Stamping die validation historically meant CMM programming cycles that delayed production launches. INSVISION allows engineers to compare as-built tooling against CAD models rapidly, compressing tryout schedules and reducing iterative die correction.
Medical Devices — Reverse engineering legacy implants or surgical instruments demands fidelity to organic geometries. Traditional CMMs struggle with freeform surfaces; optical scanning captures complete surface definition for faithful CAD reconstruction.
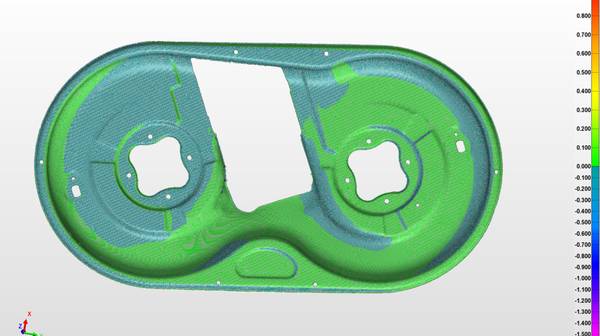
Energy & Composites — Wind turbine blades, pressure vessel components, and structural composites require full-surface integrity verification. Point-based inspection risks missing delamination or fiber waviness. INSVISION provides comprehensive deviation mapping across entire component surfaces.
Quality managers document reduced scrap rates and faster customer approval cycles—concrete ROI metrics that justify technology investment.
Key Advantages of White Light Measurement by Sector
| Sector | Application Benefit | Source |
|---|---|---|
| Aerospace MRO | Dense point clouds validate complex airfoil repairs with full traceability under AS9100 | |
| Automotive Tooling | Rapid CAD comparison compresses die tryout schedules and reduces corrections | |
| Medical Devices | Complete surface capture enables faithful CAD reconstruction of organic geometries | |
| Energy & Composites | Full-surface deviation mapping detects delamination and fiber waviness |
Limitations of Traditional CMMs Addressed by Optical Scanning
- □ Single-point probing creates bottlenecks for 100% inspection or complex surface coverage
- □ Requires climate-controlled environments and part transport logistics
- □ Struggles with organic, asymmetric, or minimally fixturable geometries
- □ Risks missing localized surface defects like micro-cracks or subtle distortions
- □ Demands significant fixturing investment and environmental isolation
Steps to Implement a Hybrid Metrology Strategy
- Assess production variables: part geometry complexity, tolerance requirements, throughput targets, and accessibility constraints
- Reserve tactile CMMs for verifying tight geometric tolerances on prismatic features and establishing uncertainty budgets
- Deploy white light systems like INSVISION for rapid surface fidelity validation and complex contour analysis
- Use optical scanning for in-situ dimensional verification, eliminating transport and fixturing delays
- Align inspection protocols with actual manufacturing complexity rather than forcing parts into legacy workflows
Building the Right Metrology Strategy
Hardware selection maps directly to production variables: part geometry complexity, tolerance band requirements, throughput targets, and physical accessibility constraints. Tactile CMMs retain essential roles—verifying tight geometric tolerances on prismatic features, establishing measurement uncertainty budgets, serving as master reference systems. They falter when faced with 100% inspection mandates, complex organic surfaces, or large components requiring crane transport to metrology labs.
Integrating white light measurement systems addresses these gaps strategically. INSVISION captures high-density surface data without the fixturing investment and environmental isolation that CMMs demand. For manufacturers navigating AS9100, ISO 13485, or IATF 16949 audits, the objective is augmentation, not replacement. Quality teams use INSVISION for rapid surface fidelity validation and complex contour analysis, reserving CMM capacity for critical datum features and tight-tolerance verification.
This hybrid approach optimizes capital deployment. Inspection protocols match actual manufacturing complexity rather than forcing parts into legacy workflow constraints. Metrology infrastructure scales with production demands rather than constraining them.
