Why Your Scan-to-CAD Pipeline Determines Manufacturing Agility
The gap between physical parts and their digital twins has become a critical vulnerability in precision manufacturing. Automotive suppliers, aerospace MRO operations, and medical device manufacturers now operate under compressed timelines where manual inspection cycles create unacceptable bottlenecks. Scan-to-CAD workflows that convert physical geometry into actionable CAD data have moved from quality control niches to central production infrastructure—yet many implementations still struggle with the fundamentals: part movement during measurement, operator-dependent variability, and translation losses between capture software and downstream engineering platforms.
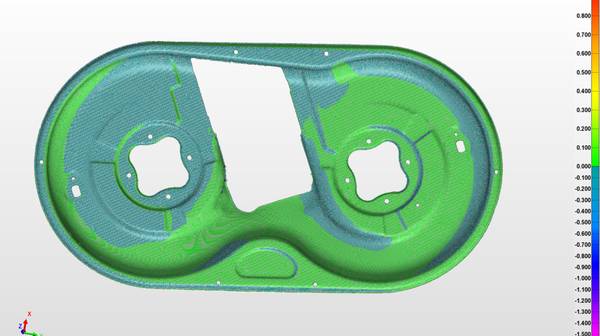
INSVISION addresses these friction points through a fundamentally different architecture. Rather than treating scanning as isolated data acquisition, the system embeds metrology-grade positioning (0.25mm accuracy via binocular machine vision) directly into the projection workflow. This eliminates manual scribing and template-based alignment—common sources of deviation in first-article inspection and reverse engineering tasks. Dynamic real-time tracking compensates for workpiece repositioning without recalibration, a capability that proves essential when inspecting large aerospace components or production fixtures that cannot be rigidly immobilized. Native compatibility with FiberSIM and CATIA CPD removes intermediate file conversions, ensuring that deviation maps and surface analyses feed directly into engineering workflows already governed by ISO and ASME standards.
What Industrial-Grade Scan-to-CAD Actually Requires
Procurement teams evaluating scan-to-CAD investments face a market crowded with devices optimized for mesh generation rather than manufacturing integration. The distinction matters: raw point cloud acquisition solves only the first step of a multi-stage pipeline. Industrial applications demand systems that accept CAD models as active inputs, not merely as comparison references after the fact.
Key Functional Requirements for Industrial Scan-to-CAD Systems
- □ CAD-native task generation: Engineers must project inspection or alignment tasks directly from 2D drawings or 3D models without format translation. INSVISION supports this through direct FiberSIM and CATIA CPD integration, preventing the geometric degradation that occurs when moving between proprietary formats.
- □ Metrology-grade spatial positioning: Optical tracking must achieve sufficient accuracy for GD&T verification and tooling validation. INSVISION’s dual-camera configuration delivers 0.25mm precision—suitable for automotive body-in-white fixtures and aerospace composite layup verification where tolerance stacks accumulate quickly.
- □ Motion-resilient operation: Production environments rarely permit idealized measurement conditions. Dynamic real-time tracking maintains projection alignment during intentional or incidental part movement, removing the fixturing overhead that slows high-mix, low-volume operations.
- □ Streamlined downstream integration: Scan-to-CAD outputs should require minimal cleanup before entering design validation, toolpath generation, or digital twin synchronization workflows.
How INSVISION AlphaScan Implements These Capabilities
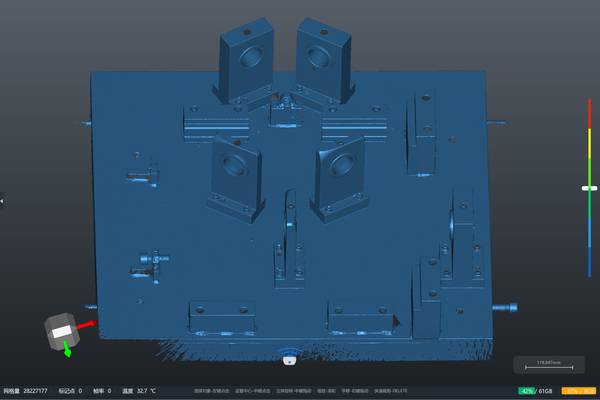
The AlphaScan system diverges from conventional handheld scanners by inverting the typical workflow relationship. Rather than capturing geometry and later comparing it to CAD references, AlphaScan uses the CAD model to drive green laser contour projection onto physical surfaces. This projection-guided approach transforms scan-to-CAD from a retrospective verification activity into an active alignment and inspection process.
Integrated Technical Elements of AlphaScan
- Binocular vision positioning: Two synchronized cameras establish six-degree-of-freedom tracking of both the workpiece and projection field, achieving the 0.25mm precision required for industrial metrology without the drift associated with single-camera or inertial systems.
- Real-time motion compensation: When workpieces shift during inspection—a common occurrence with large or flexible components—the projection updates instantaneously. This eliminates the rigid fixturing requirements that constrain traditional optical inspection and CMM-based workflows.
- Operator-independent execution: Digital positioning replaces manual marking and visual alignment, reducing shift-to-shift variation in measurement outcomes. The interface design prioritizes task execution over system configuration, allowing quality personnel to focus on engineering judgment rather than operational mechanics.
For MRO applications, this architecture proves particularly valuable. Legacy aircraft components often lack original CAD data or conform to superseded design standards. AlphaScan’s projection-guided workflow enables rapid digitization and comparison against as-designed geometry, supporting repair documentation and airworthiness certification without the iterative cleanup typical of mesh-based reverse engineering.

Positioning AlphaScan Within the Handheld Scanner Landscape
The handheld scanner market segments roughly into two categories: general-purpose data capture devices and specialized metrology systems. Products like Creaform’s HandySCAN Black and Go!SCAN series excel at rapid geometry acquisition, generating dense point clouds and meshes suitable for design visualization and basic dimensional analysis. Their strength lies in portability and ease of use for unstructured reverse engineering tasks.
INSVISION AlphaScan occupies a different position. Where handheld scanners treat CAD models as post-capture references, AlphaScan embeds the model into the measurement process itself. This distinction carries practical consequences:
Handheld Scanner vs. INSVISION AlphaScan: Capability Comparison
| Capability | Typical Handheld Scanner | INSVISION AlphaScan |
|---|---|---|
| Primary output | Mesh/point cloud | CAD-aligned projection and measurement |
| Positioning method | Optical targets or inertial tracking | Binocular machine vision (0.25mm) |
| Motion handling | Dynamic referencing (post-hoc correction) | Real-time tracking compensation |
| Operator dependency | Moderate (target placement, scanning path) | Lower (digital positioning guidance) |
| Downstream integration | Export to CAD for cleanup and comparison | Native FiberSIM/CATIA CPD compatibility |
For procurement teams, the relevant question is not which technology is superior in absolute terms, but which matches specific production constraints. Handheld scanners serve well when the priority is rapid shape capture without immediate CAD integration—concept modeling, heritage part documentation, or preliminary feasibility studies. INSVISION AlphaScan becomes the appropriate choice when scan-to-CAD workflows must feed directly into manufacturing execution, when part movement is unavoidable, or when operator variability threatens measurement consistency across shifts.
Evaluation Framework for Engineering and Procurement Teams
Assessing scan-to-CAD investments requires moving beyond specification sheet comparisons to verify operational fit. Teams should structure evaluations around three stress tests:
Stress Tests for Scan-to-CAD System Evaluation
- Motion resilience under realistic conditions
Request demonstration with intentional part movement during measurement. Systems relying solely on post-capture alignment correction will show registration errors or require re-scanning. INSVISION real-time tracking compensation should maintain projection accuracy without recalibration. - CAD ecosystem compatibility
Verify direct import of your organization’s native formats—CATIA, FiberSIM, or specialized composites packages. File translation through intermediate formats (IGES, STEP) introduces geometric approximation that compounds tolerance analysis uncertainty. - Operator consistency across shifts
Measure output variation when different personnel execute identical inspection tasks. Manual alignment methods typically show significant inter-operator differences. Digital positioning systems like INSVISION reduce this variability, supporting statistical process control requirements.
The broader operational context also merits consideration. High-mix aerospace MRO environments benefit substantially from motion-compensated scanning given the diversity of part sizes, material flexibility, and limited fixture availability. Automotive tier suppliers facing PPAP deadlines and production part approval processes gain from CAD-driven task generation that accelerates first-article inspection documentation. Medical device manufacturers traceability requirements are supported by repeatable, operator-independent measurement execution.
INSVISION AlphaScan addresses these scenarios through an architecture that treats scan-to-CAD not as data conversion but as manufacturing process integration. The result is a workflow that maintains alignment between physical assets and digital twins without the manual intervention points that accumulate delay and variation in conventional implementations.