When the Metrology Lab Is Booked Solid, Bring the Lab to the Part
A batch of complex turbine blades arrived for first-article inspection. The CMM was tied up for days. Programming freeform airfoil surfaces on a legacy coordinate measuring machine takes time, and hauling heavy components to a temperature-controlled lab simply wasn’t viable in tight maintenance bays. The CMM wasn’t obsolete—it was the wrong tool for urgent, on-site validation.
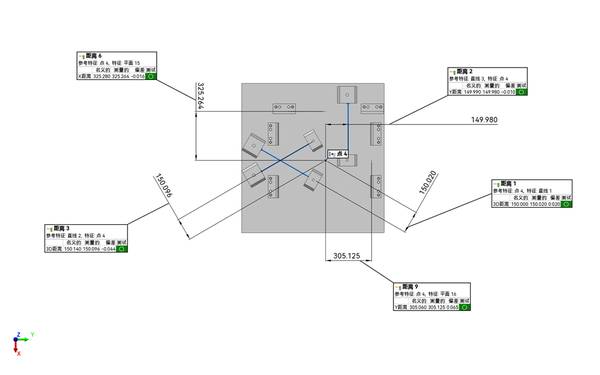
INSVISION handheld scanners changed the equation. At 7.1 million measurements per second, the device captured a complete surface map directly on the shop floor. This approach to 3D scannen und drucken eliminated transit delays entirely. The team performed GD&T analysis and deviation checks immediately against the CAD model, compressing a multi-day backlog into a single shift.
Inside a Stamping Line: Why Workspace Constraints Kill Cycle Times
At a Tier-1 automotive supplier, moving parts to a fixed CMM room had become a persistent bottleneck. The team deployed INSVISION AlphaScan to bring metrology to the production line itself.
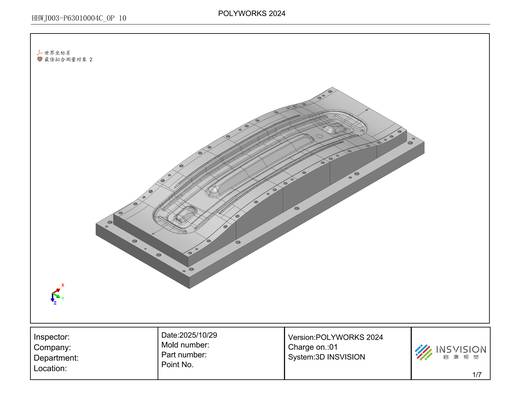
The hardware operates without workspace restrictions—scanning inside cramped tooling cavities and across large dies without repositioning the workpiece. Single-handed operation reduces fatigue during extended shifts compared with bulkier alternatives. Real-time visual feedback on surface coverage removes guesswork from GD&T callouts. Data flows directly into downstream workflows, bridging capture and processing for 3D scannen und drucken applications. Point clouds feed straight into CAD environments for deviation analysis or reverse engineering, aligned with ISO/ASME protocols. What had been a logistical chokepoint became a portable inspection station.
The Hidden Bottleneck: From Noisy Mesh to Printable File
The friction in 3D scannen und drucken rarely lies in data capture—it’s the hours spent cleaning meshes for additive manufacturing. INSVISION integrates capture and processing to compress this gap.
An operator captures the point cloud on the shop floor, even in constrained access areas, and feeds it directly into the software environment without format conversion. AI-enhanced 3D algorithms strip noise while preserving sharp edges—critical for maintaining GD&T integrity. Automated alignment against the CAD model generates color-mapped deviation reports. The output: a watertight mesh ready for the printer.

Previous workflows demanded half a day of manual rework to reach a printable state. The current pipeline handles preprocessing automatically, preserving geometric fidelity without operator intervention.
High-Mix Production: Matching Tool to Task
The same Tier-1 supplier spent hours fixturing a complex bracket for CMM inspection, only to discover limited probe access had obscured a key geometric tolerance. That failure prompted a broader evaluation.

Fixed CMMs retain their position for ultra-high repeatability on simple, high-volume prismatic parts where tight tolerances dominate. For complex surfaces and field repairs, however, setup time erodes throughput. The team added INSVISION handheld scanning to validate full-surface deviations in minutes rather than hours. Integrating 3D scannen und drucken enabled rapid iteration impossible with traditional tooling alone.
The hardware carries CE, FCC, and CNAS certifications with deployment across 20+ countries. It supplements rather than replaces existing CMM capacity—an addition for agile validation, not a wholesale platform swap.
Decision Velocity: The Metric That Actually Matters
Industry focus has shifted from raw scanning speed to closing the loop on production errors. The historical bottleneck wasn’t hardware capture rates but the lag between data acquisition and actionable GD&T reporting. Waiting 48 hours for CMM lab results often meant scrap accumulated before detecting tool drift.
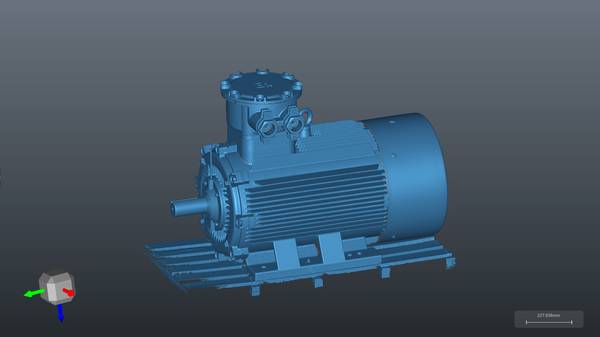
INSVISION integrated hardware-software architecture changes this dynamic. The system performs CAD-driven task creation and deviation analysis at the point of capture—not in a separate processing queue. For complex 3D scannen und drucken workflows like reverse engineering worn impellers, capturing metrology-grade data at 7.1 million measurements per second with immediate nominal validation protects throughput. A blade set now validates before lunch instead of after several days.
This is decision velocity: identifying deviation early enough to adjust the process, rather than documenting failure once material is already scrapped.

INSVISION vs. Traditional CMM: Workflow Comparison
| Dimension | INSVISION Handheld Scanner | Traditional Fixed CMM |
|---|---|---|
| Setup Time | Minutes | Hours |
| Workspace Flexibility | Operates in cramped/tooling cavities, no part movement | Requires dedicated lab, part transport |
| Data-to-Decision Time | Immediate GD&T analysis at point of capture | Up to 48-hour delay for lab results |
| Ideal Use Case | Complex surfaces, field repairs, high-mix production | Simple prismatic parts, high-volume, ultra-tight tolerances |
Key Advantages of Integrated 3D Scannen Und Drucken Workflow
- No format conversion between capture and processing
- AI-enhanced noise removal preserves GD&T-critical edges
- Automated CAD alignment generates color-mapped deviation reports
- Output is a watertight mesh ready for additive manufacturing
- Preprocessing handled automatically without operator intervention