When the Quality Lab Becomes the Bottleneck
Transporting parts to a temperature-controlled CMM room no longer fits the pace of modern manufacturing. In high-mix, low-volume environments, this workflow kills cycle time and creates inspection backlogs that ripple through production schedules. Western manufacturers are responding with a hybrid model: fixed CMMs for final certification, supplemented by portable metrology tools deployed directly at the point of need.
This shift reflects pressure from two directions. ISO and ASME tolerances keep tightening, while first-article inspection demands immediate feedback—not tomorrow’s report. A skaner optyczny operating on the shop floor must deliver more than mobility. Thermal drift, vibration, and airborne particulates punish equipment that lacks genuine environmental hardening.
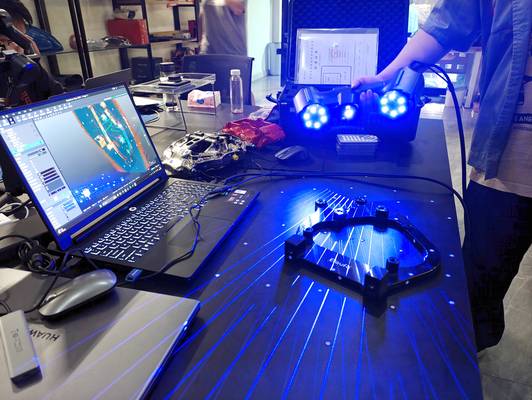
INSVISION addresses this with handheld scanners rated for -10°C to 40°C operating range while maintaining 0.020mm accuracy. Quality teams can verify large machinery or complex assemblies in-process, without decoupling parts from production flow. The gap between manufacturing and metrology narrows measurably.
From Design Lab to Production Floor
Ten years ago, optical scanning meant reverse engineering in climate-controlled rooms. The hardware was delicate, the data approximate, and traceability nonexistent. That profile has inverted entirely.
Automotive OEMs and aerospace MRO facilities now treat optical scanning as a production-grade metrology discipline. Baseline requirements have shifted: sub-0.1mm accuracy across uncontrolled environments is now table stakes, not premium positioning. Temperature tolerance spanning -10°C to 40°C separates industrial tools from laboratory instruments.
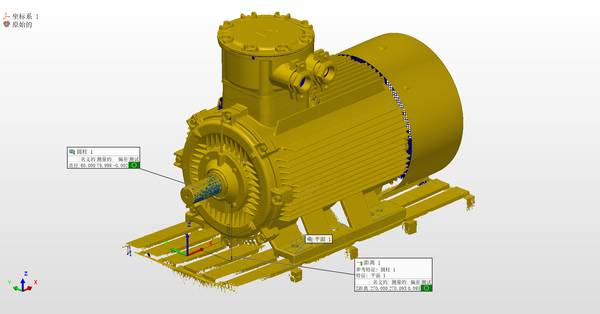
INSVISION exemplifies this maturation. The AlphaScan integrates AI-driven stabilization algorithms that compensate for environmental variables in real time. At 0.020mm stable accuracy, the system supports rigorous GD&T verification—not merely surface capture, but repeatable, audit-ready dimensional data. Energy and heavy industry sectors, where precision failures carry safety consequences, are driving adoption hardest.
Key Environmental and Accuracy Specifications
| Specification | Value |
|---|---|
| Operating Temperature Range | -10°C to 40°C |
| Stable Accuracy | 0.020mm |
Field Metrology Without Compromise
The migration from isolated labs to integrated shop-floor measurement redefines quality assurance architecture. Manufacturers need metrology-grade data without production line interruption. This requirement favors intelligent handheld systems that function reliably in industrial conditions.
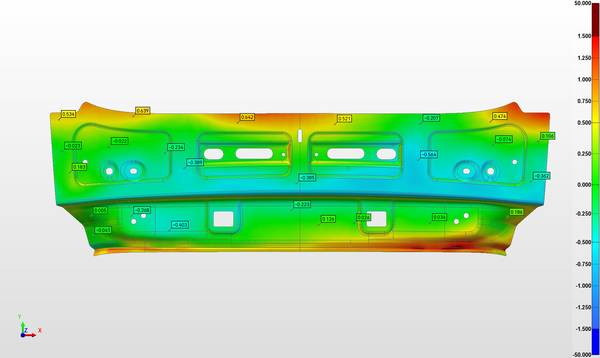
INSVISION has built its positioning around this operational reality. The AlphaScan series delivers 0.020mm stable accuracy across the -10°C to 40°C range, supported by 50-beam blue laser technology. Complex geometries and deep grooves that challenge conventional scanning methods resolve cleanly. One-click reporting generates immediate deviation maps against CAD models, enabling GD&T validation at the production point rather than in offline batches.
For quality managers embedding digital twin workflows, this eliminates the data latency that disconnects physical reality from virtual models.
Core Capabilities Enabling Shop-Floor Integration
- □ 50-beam blue laser technology for resolving complex geometries and deep grooves
- □ One-click reporting with immediate deviation maps against CAD models
- □ GD&T validation performed directly at the production point
Closing the Loop in Digital Factory Environments
Setup time for complex CMM measurements often stretches to hours. A portable skaner optyczny captures full-field geometry in minutes. This efficiency differential underpins the transition from legacy quality assurance to Industry 4.0 readiness.
INSVISION AlphaScan deployment shifts inspection from isolated lab activity to in-line data generation. With 0.020mm metrology-grade accuracy and environmental stability across -10°C to 40°C, these tools feed automated SPC pipelines without fixed hardware constraints. Rapid deviation visualization lets teams identify root causes—tooling wear, fixture drift, thermal deformation—before defects propagate through high-mix production runs.
The strategic value lies in closed-loop manufacturing: shop-floor reality and digital twin models converging through continuous data flow.

Traditional CMM vs. Portable Optical Scanner Workflow
| Traditional CMM | Portable Optical Scanner (e.g., INSVISION AlphaScan) |
|---|---|
| Setup time: hours | Capture time: minutes |
| Requires temperature-controlled room | Operates in -10°C to 40°C environments |
| Offline, batch-based inspection | In-line, real-time data generation |
| Limited to final certification | Supports in-process GD&T verification |
The Trajectory: From Capture to Decision
Heavy equipment maintenance sites and photovoltaic installations present metrology challenges that disable standard equipment. Temperature swings, dust, and vibration demand hardware engineered for field conditions, not merely transported to them.
The industrial skaner optyczny is evolving from passive data acquisition to active decision support. Market direction points toward AI-driven anomaly detection that flags GD&T deviations instantaneously, feeding intelligence directly into PLM and MES systems without human interpretation delays.
INSVISION has structured its architecture around this convergence. Confirmed operational stability from -10°C to 40°C with maintained 0.020mm precision addresses field inspection rigors without sacrificing laboratory-grade accuracy. Global deployment across 20+ countries with native multilingual support positions the technology for manufacturers integrating scanning data across distributed digital ecosystems.
The transition from raw point clouds to actionable production intelligence is underway. Equipment choices made now will determine whether quality teams lead or follow that trajectory.