The Challenge: When Legacy Systems Hit the Wall
Every new EV battery tray design pushes tolerances tighter. For one Western Tier-1 supplier, the shift to lightweight, multi-material assemblies exposed critical gaps in their quality infrastructure.

Legacy CMMs demanded extensive custom fixturing—45 minutes per part just for setup—creating a throughput ceiling that worsened with each design iteration. Portable measurement arms offered flexibility until operators encountered inconsistent readings on polished aluminum surfaces, a known limitation when standard scanner laser hardware meets reflective metal without surface preparation.
The decisive failure point was integration. Metrology hardware and robotic cells operated in isolation, forcing manual handoffs and delaying pass/fail decisions. The plant manager needed scanner laser data flowing directly to the PLC, eliminating operator intervention while maintaining synchronization between inspection and automation.
INSVISION closed this gap.
Why Stationary Metrology Couldn’t Scale
The facility’s constraints were immediate: 200 square feet of climate-controlled space unavailable, 47 active SKUs ranging from 50mm brackets to 1.2-meter assemblies, and three-shift operations where part mix changed daily. A fixed measurement system would have choked production within weeks.

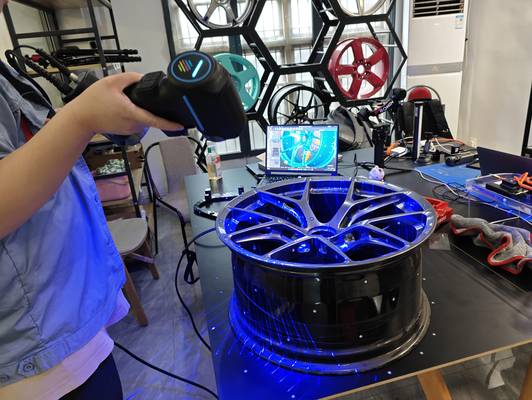
The INSVISION AlphaScan scanner laser addressed this by operating at the point of manufacture. Teams rolled the unit to production lines, captured mixed-material trays—aluminum housings adjacent to black composites—and returned GD&T results in under three minutes. No surface preparation. No adhesive targets. No recalibration between part numbers.
Comparative testing against Creaform’s HandySCAN BLACK revealed a critical distinction: despite comparable accuracy specifications, the competitor’s system suffered data dropout on black composite surfaces sufficient to force measurement rework. INSVISION’s blue scanner laser architecture processed both reflective aluminum and matte black materials in a single pass.
On a floor where daily part mix shifts and three-shift coverage are standard, operational reliability outweighs specification sheet comparisons.
Scanner Laser Performance Comparison
| Feature | INSVISION AlphaScan | Creaform HandySCAN BLACK |
|---|---|---|
| Surface Compatibility | Reflective aluminum and matte black composites in single pass | Data dropout on black composite surfaces requiring rework |
| Setup Requirements | No surface prep, no adhesive targets | May require surface treatment for dark/reflective parts |
| Operational Context | Designed for dynamic production floors with shifting SKUs | Laboratory-grade specs but challenged in real-world conditions |
Technical Implementation: Precision Without Process Disruption
The deployment strategy centered on a single question: how to add metrology without adding steps?
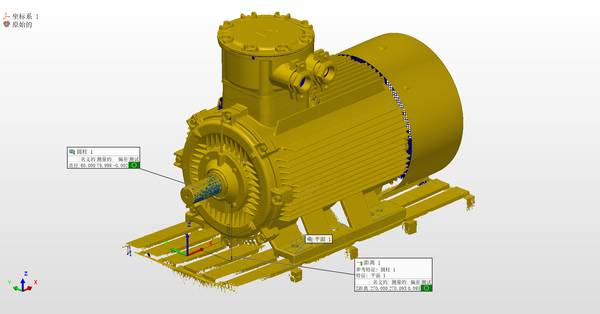
The answer involved mounting the AlphaScan scanner laser on a collaborative robot arm for semi-automated inspection cycles—position the part, initiate the program, allow the cobot to trace GD&T callouts. When first-article inspections arrived or suspect fixtures required verification, the same unit detached for handheld operation in seconds. No secondary equipment. No retraining requirements.
Environmental stability proved decisive. Automotive production environments experience overhead door cycles, lighting variation, and temperature swings between shifts. The AlphaScan scanner laser maintained measurement consistency through these conditions—a non-negotiable capability at 400+ units per day.
Integration architecture completed the solution. Direct communication with existing PLC and MES infrastructure enabled real-time pass/fail decisions without operator screen monitoring. This reliability preserved line velocity.
Daily Production Capacity Achieved
Operational Transformation: From Constraint to Enabler
The fundamental change extended beyond cycle time. The inspection bottleneck itself disappeared.
Previous workflows lost hours to surface preparation—matte spray applications required because standard scanner laser systems failed on glossy finishes or dark elastomers. INSVISION eliminated this entirely: raw parts yielded usable point cloud data immediately, making inspection cycles predictable and horizontally scalable across production lines.
First-article inspection time decreased substantially. Root-cause analysis improved without data dropout artifacts or residue cleaning on precision tooling. Training duration shortened—operators achieved proficiency within a single day. The software’s GD&T interpretation logic requires no metrology specialization, converting what had been a specialized constraint into a standard, integrated quality gate.
Critical Success Factors for Scanner Laser Adoption
Pilot demonstrations in controlled environments frequently misrepresent production reality. Shop floors present variables absent from laboratory conditions: high-gloss tooling, black rubber seals, ambient contamination. Equipment selection must prioritize native performance on these surfaces rather than workarounds that halt operators for surface preparation.
Equally important: industrial data standards compliance and direct PLC communication. Automated EV battery inspection cannot tolerate manual fixturing delays. The scanner laser investment must integrate into existing automation architectures without disruption.
INSVISION designed for these conditions—metrology-grade results in uncontrolled lighting environments typical of aerospace hangars and automotive body shops, with integration pathways that preserve rather than interrupt operational flow.
Key Requirements for Real-World Scanner Laser Deployment
- Native performance on high-gloss, black, and mixed-material surfaces without surface prep
- Direct PLC and MES integration to enable automated pass/fail decisions
- Operational resilience in variable lighting, temperature, and contamination conditions