The Hidden Cost of Moving Parts to Measurement Labs
In aerospace, energy, and heavy equipment manufacturing, the logistics of quality control often create bigger problems than the measurements themselves. Transporting large castings, turbine housings, or welded assemblies to a fixed Coordinate Measuring Machine (CMM) lab consumes hours of production time. Each move introduces handling risks, and when parts don’t fit through the lab door, teams resort to manual gauges or partial inspections that miss critical surface deviations.
The result? Rework that surfaces downstream, scrap that erodes margins, and inspection queues that throttle throughput.
Portable metrology changes this equation. A scanning arm brings lab-grade precision to the production floor, eliminating part movement and capturing complete surface data in minutes rather than hours. INSVISION designs its systems around a straightforward premise: quality control should accelerate production, not sit upstream as a bottleneck.
Where Scanning Arms Excel—and Where They Don’t
Articulated scanning arms have earned their place in metrology. Their rigid kinematic structure delivers exceptional repeatability for sub-micron inspections, and their encoded joints provide traceable positioning that auditors and customers trust. For first-article inspections on machined components with tight tolerances, the scanning arm remains the reference standard.

But rigidity cuts both ways. Fixed-base arms require stable mounting, controlled environments, and clearances that busy shop floors rarely provide. When inspections must happen beside a machining center, inside a wind tower section, or across a sprawling MRO facility, the traditional scanning arm becomes impractical.
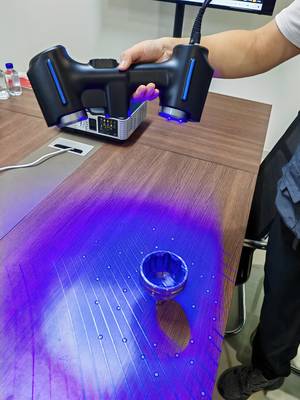
This is where handheld 3D scanners fill the gap. INSVISION’s AlphaScan trades the fixed base for complete mobility, allowing operators to walk around large assets and capture complex geometries without fixturing or setup time. The trade-off is measurable: slightly reduced absolute accuracy compared to the best scanning arms, but dramatically faster data acquisition in situations where moving the part is impossible or prohibitive.
For reverse engineering, field maintenance, or in-process verification of large structures, the handheld form factor often delivers superior ROI despite the specification sheet differences.

Case Study: 70% Faster Turbine Blade Inspection
A major energy OEM faced this exact calculation. Their first-article inspection process for precision turbine blades relied on touch-probe CMMs with elaborate fixturing. Each blade required hours of manual programming and point-by-point data collection. Bottlenecks were predictable; delays were costly.
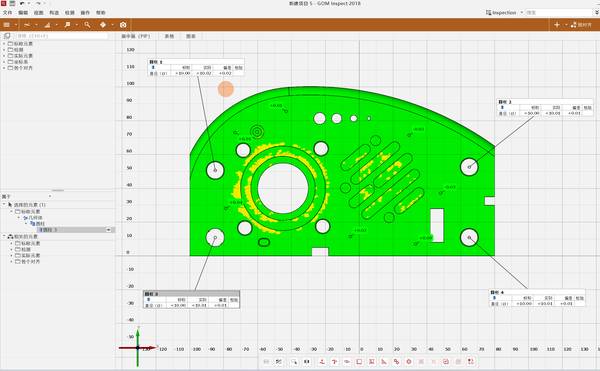
After deploying the INSVISION AlphaScan, the manufacturer documented a 70% reduction in total inspection time. The handheld scanning arm captured dense point cloud data across complex airfoil surfaces without custom fixtures, allowing engineers to complete dimensional validation during normal production shifts. Integration with existing CAD/CAM workflows meant deviation reports reached design teams same-day rather than next-week, enabling faster corrective action and measurable scrap reduction.
The key insight: for this application, the speed of complete surface capture outweighed the marginal accuracy advantage of fixed-base alternatives.
Why “Good Enough” Metrology Destroys ROI
Low-cost scanners flood the market with appealing price tags and ambiguous specifications. In high-stakes manufacturing, this false economy compounds quickly. Uncalibrated devices produce data that looks precise but lacks traceability. Thermal drift in uncontrolled environments shifts measurements between morning and afternoon shifts. “Good enough” results pass marginal parts and reject good ones, generating rework costs that dwarf any upfront savings.
Procurement Non-Negotiables Checklist
- □ Volumetric accuracy stated with maximum permissible error across the full working volume, not just single-point precision
- □ ISO 10360 certification from accredited laboratories, confirming standardized performance testing
- □ Thermal compensation that maintains specified accuracy across realistic shop floor temperature swings
- □ Traceable calibration with documented uncertainty budgets for audit compliance
The INSVISION AlphaScan addresses these requirements with aerospace-grade specifications and factory calibration protocols that eliminate guesswork. When precision determines profitability, certified accuracy isn’t a premium feature—it’s baseline risk management.

Scanning Arm vs. Handheld 3D Scanner Comparison
| Feature | Fixed-Base Scanning Arm | Handheld 3D Scanner (AlphaScan) |
|---|---|---|
| Accuracy | Sub-micron, highest absolute accuracy | Slightly reduced absolute accuracy |
| Mobility | Requires stable mounting and controlled environment | Complete mobility; no fixturing or setup time |
| Ideal Use Case | First-article inspections on machined components with tight tolerances | Reverse engineering, field maintenance, in-process verification of large structures |
| Data Acquisition Speed | Slower due to point-by-point collection | Dramatically faster with dense point cloud capture |
Digital Integration Workflow Steps
- Capture structured point cloud data using the series AlphaScan
- Feed scan data directly into PLM systems for tracking dimensional trends
- Integrate with SPC platforms to flag process drift in real time
- Update digital twin environments with as-built geometry for predictive maintenance
- Enable continuous process visibility and close feedback loops faster
Impact of Metrology Choice on Operational Outcomes
| Outcome | Traditional CMM/Fixed Arm | the series AlphaScan |
|---|---|---|
| Inspection Time | Hours per part (e.g., turbine blades) | 70% reduction in total inspection time |
| Fixture Requirements | Elaborate custom fixturing needed | No custom fixtures required |
| Reporting Latency | Reports delivered next-week | Deviation reports same-day |
| Scrap Reduction | Higher due to delayed feedback | Measurable reduction enabled by faster corrective action |
The question for industrial buyers isn’t simply which scanning arm to purchase. It’s whether their metrology infrastructure can scale with increasing data demands and tighter integration requirements. Solutions that bridge physical measurement with digital operations deliver compounding returns that standalone devices cannot match.
