When Precision Inspection Hits Production Reality
Automotive OEMs now mandate complete first-article inspection documentation from tier-one suppliers. This has pushed 3D scannen from a supplementary quality tool to a production-critical requirement. Yet the gap between lab performance and shop-floor reality catches many facilities off guard.

A validation team at an aerospace supplier recently lost an entire afternoon on a single bracket inspection. Their scanner demanded recalibration after every temperature shift—morning cool-down, afternoon heat spike from adjacent heat-treat ovens. Three rescans yielded incomplete mesh data on critical GD&T callouts. The operator abandoned the system, reverting to manual touch-probe measurement. The four-hour delay cascaded through production, pushing final delivery past the customer’s dock date.
These costs never appear in ROI calculations: stalled throughput, overtime charges, and operators who lose confidence after repeated failed sessions. INSVISION engineers scanning systems specifically for these conditions—because the only metric that matters on the floor is completing the job on the first attempt.
Why Conventional Handheld Systems Fail Outside the Lab
Performing 3D scannen in active manufacturing environments exposes a fundamental design limitation in many handheld systems. They require conditions that simply do not exist on production floors.

Temperature sensitivity creates immediate problems. Devices can drift the moment ambient conditions shift or HVAC cycles kick in, forcing recalibration that halts inspection. A five-minute job stretches to thirty minutes. Surface finish presents another bottleneck. Dark or glossy materials—standard in automotive and MRO applications—expose the limits of optical sensors. Inconsistent texture capture requires manual patching that defeats automated metrology’s purpose. Cloud-processing dependencies introduce additional failure points when shop connectivity drops.
INSVISION addresses these gaps by prioritizing stability in uncontrolled environments, ensuring reliable data capture even when floor conditions fluctuate.
Key Failure Points of Legacy Handheld Scanners
- Temperature-induced calibration drift requiring frequent rescans
- Inability to handle dark or glossy surface finishes without manual intervention
- Cloud-processing dependency causing failures during shop-floor connectivity loss
- Extended inspection time due to environmental instability (e.g., 5-minute job → 30 minutes)
Rethinking Industrial 3D Scannen for Industry 4.0
The Industry 4.0 push has reshaped expectations for 3D scannen on the shop floor. Most handheld scanners still struggle with production’s messy reality—operators losing half their shift to recalibration because ambient lighting shifted or a part arrived with glossy coating.
INSVISION developed AlphaScan specifically to eliminate these interruptions. The system handles variable lighting and mixed surface finishes without constant recalibration. This matters when running first-article inspection on automotive castings with both matte and polished zones in a single scan. On-device processing eliminates the lag common with cloud-dependent systems, maintaining throughput even when plant connectivity degrades.
Native CAD integration removes another friction point. Scan data flows directly into Siemens and Autodesk ecosystems without proprietary middleware or format conversion workarounds. QC teams avoid playing IT support for file compatibility issues. For lean operations, this interoperability determines whether delivery targets are met or procurement must be notified of delays.

AlphaScan vs. Legacy Handheld Scanner Performance
| Performance Factor | Legacy Handheld Scanner | INSVISION AlphaScan |
|---|---|---|
| Calibration Stability | Requires multiple recalibrations per scan due to temperature shifts | Maintains calibration throughout session despite ambient fluctuations |
| Surface Finish Handling | Fails on mixed matte/glossy surfaces; needs manual patching | Captures both matte and polished zones in a single scan |
| Data Processing | Relies on cloud connectivity; stalls if network drops | On-device processing ensures uninterrupted workflow |
| CAD Integration | Requires proprietary middleware and format conversion | Direct export to Siemens/Autodesk without conversion |
AlphaScan in High-Stakes Quality Control: Floor-Level Validation
Aerospace OEMs have tightened runout tolerances on turbine blades, pushing QC departments beyond touch-probe CMMs alone. One facility ran a direct comparison between their legacy handheld scanner and INSVISION AlphaScan on a mid-span blade section with complex root geometry.
The difference emerged immediately. The legacy unit required multiple recalibrations during a single scan cycle as shop-floor temperature shifts destabilized parameters. AlphaScan maintained calibration throughout the session, despite variable lighting from an adjacent welding bay. When scanning the blade’s pressure-side fillet, the point cloud arrived clean enough for direct GD&T analysis—no manual hole-filling or noise reduction. The deviation map met VDI/VDE 2634 protocol requirements, and data transferred directly to inspection software without the format conversion delays associated with proprietary systems.
For first-article inspection on cast automotive components, this throughput advantage compounds across every production run.

Sub-0.1mm Accuracy in Real-World Conditions
Transparent Value Without Operational Compromise
On a Tier-1 automotive stamping line, scanner recalibration kills throughput. Equipment that drifts with temperature fluctuations forces workflow interruptions that violate lean manufacturing principles.
AlphaScan maintains sub-0.1mm accuracy in rugged environments without fixed-station requirements. For SMEs, this bridges the gap between portable convenience and metrology-grade reliability. INSVISION provides transparent, all-inclusive ownership without subscription creep or surprise SDK fees.
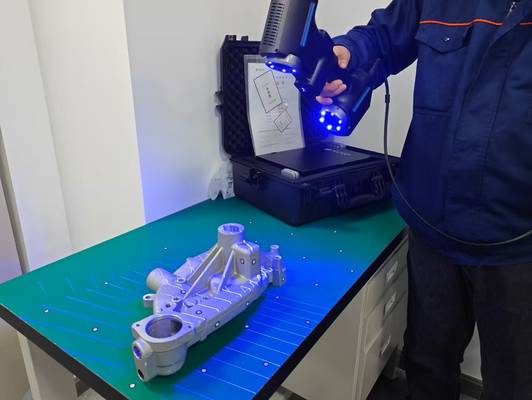
Engineers perform 3D scannen directly on assembly lines, verifying GD&T callouts without retreating to climate-controlled labs. The result is practical capability for operations that need measurement data, not software lock-ins.
