When Variable Resolution Undermines Quality Assurance
Inconsistent 3D scan resolution creates a hidden liability in Geometric Dimensioning and Tolerancing (GD&T) verification. When point cloud density fluctuates across a part surface, quality teams face a binary risk: either reject conforming components or release non-conforming ones. Neither outcome is acceptable under ASME Y14.5 standards.
Automotive prototyping illustrates the operational cost. A supplier scanning an injection-molded fascia with inconsistent resolution may miss localized sink marks or warpage. These deviations surface only during physical assembly, triggering teardown, root-cause analysis, and mold rework—delays measured in weeks, not days. Aerospace MRO facilities encounter similar friction during First Article Inspections. Turbine blade tip clearances, measured in hundredths of a millimeter, demand resolution stability that many portable systems cannot sustain across the full blade surface. Failed FAIs stall component return-to-service and tie up regulatory documentation.
For ISO/IEC 17025 laboratories, the stakes extend to accreditation itself. Measurement uncertainty budgets depend on repeatable point cloud characteristics. When resolution varies with surface finish or ambient light, traceability chains weaken. Data integrity becomes difficult to defend during external audits.
INSVISION addresses these gaps through optical architectures engineered for metrology-grade stability. The result is 3D scan resolution that holds across carbon fiber, machined aluminum, and cast surfaces—allowing engineers to trust first-scan data and eliminate redundant verification steps.
The Gap Between Datasheet Claims and Shop Floor Reality
Handheld scanner marketing typically reduces 3D scan resolution to a single micrometer figure. This simplification obscures operational dependencies that determine actual performance.
True resolution emerges from the interaction of sensor pixel density, triangulation baseline, and real-time calibration drift. A system may achieve its stated figure on matte, mid-gray reference panels under controlled lighting. On the shop floor, surface reflectivity introduces immediate variance. Carbon fiber weave creates specular hotspots. Machined titanium generates low-return regions. Many systems compensate through software interpolation, which inflates point counts without adding measurement information, or require operators to apply temporary spray coatings—adding preparation time and introducing dimensional uncertainty from layer thickness variation.
Competing systems such as Creaform’s HandySCAN Black or Go!SCAN 50 demonstrate this limitation. Their specifications reflect ideal conditions, not the material diversity common in automotive and aerospace production. Operators learn to recognize when data fidelity degrades, but this tacit knowledge slows inspection throughput and risks inconsistent quality decisions.
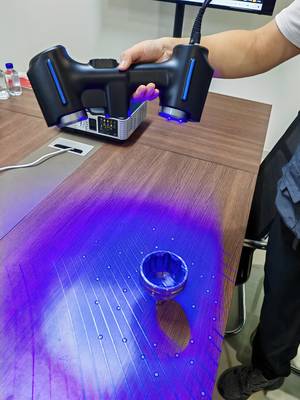
INSVISION approaches the problem through hardware-level optical stability rather than post-processing compensation. Specific laser wavelengths and real-time exposure adaptation maintain consistent point cloud density across material transitions. The practical outcome: usable data capture without surface preparation, reducing inspection cycle variability and supporting lean manufacturing objectives.
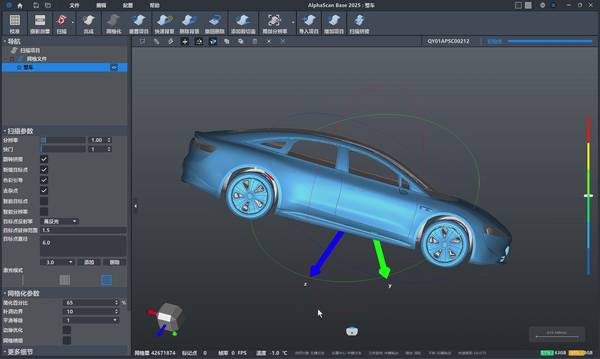
AlphaScan: Resolution Engineered for Production Environments
Achieving meaningful 3D scan resolution outside metrology labs demands environmental robustness. Temperature gradients, vibration, and ambient illumination all degrade optical performance in conventional systems.
AlphaScan addresses these factors through a proprietary optical architecture. Dual-laser triangulation with hardware-synchronized exposure control maintains point cloud fidelity across surface finishes from polished aluminum to matte composites. The system operates without spray coatings or controlled lighting, removing preparation steps that otherwise fragment inspection workflows.
Thermal stability matters in production contexts. Scanning a large automotive fixture or aerospace assembly exposes equipment to gradients from nearby welding stations or climate-controlled facility zones. AlphaScan’s optical housing and calibration routines maintain dimensional stability across these conditions, ensuring that resolution at scan start matches resolution at completion.
For quality managers, this translates to predictable performance aligned with ISO 14253-1 decision rules. Measurement uncertainty remains bounded across the inspection population, supporting statistical process control and customer PPAP submissions. Data integrity persists from point cloud acquisition through final reporting.
Environmental and Operational Challenges Addressed by AlphaScan
| Challenge | AlphaScan Solution | Outcome |
|---|---|---|
| Surface finish variability (e.g., polished aluminum vs. matte composites) | Dual-laser triangulation with hardware-synchronized exposure control | Consistent point cloud fidelity without spray coatings |
| Temperature gradients from welding stations or climate zones | Thermally stable optical housing and calibration routines | Resolution consistency from scan start to completion |
| Ambient illumination and vibration | Proprietary optical architecture engineered for industrial conditions | Maintained optical performance outside metrology labs |
Integration Without Infrastructure Overhaul
New metrology equipment often collides with established IT and workflow investments. INSVISION designed AlphaScan for operational insertion rather than system replacement.

Native mesh export to PolyWorks, VXmodel, Geomagic Control X, and comparable platforms eliminates format conversion delays. Operators import high-density data directly into existing inspection programs, applying established GD&T callouts and reporting templates. Quality managers retain investment in trained personnel and documented procedures while gaining resolution capabilities that exceed previous hardware generations.
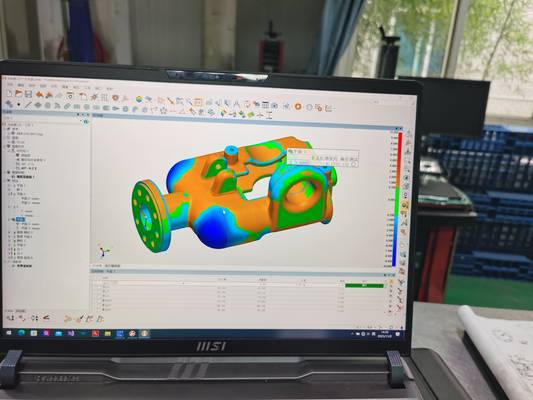
This interoperability extends to automated reporting pipelines. Dense point clouds feed deviation analysis against CAD nominal, generating color-mapped reports that satisfy automotive APQP and aerospace customer-specific requirements. The data density supports statistical sampling strategies—inspectors can analyze surface trends across production lots rather than individual part pass/fail decisions.
The operational result: reduced inspection cycle time without compliance risk. Manufacturers accelerate quality gates without the capital expense and training burden of parallel software ecosystems.
Steps to Leverage AlphaScan Within Existing Workflows
- Export native mesh data directly to platforms like PolyWorks or Geomagic Control X
- Apply existing GD&T callouts and reporting templates to imported high-density scan data
- Generate color-mapped deviation reports against CAD nominal for APQP or aerospace requirements
- Analyze surface trends across production lots using statistical sampling enabled by dense point clouds
From Measurement Density to Manufacturing Intelligence
High-fidelity 3D scan resolution shifts quality assurance from reactive verification to predictive process control. The mechanism is data completeness.
Traditional touch-probe CMMs capture discrete points selected based on engineering judgment. Complex surfaces—turbine blade fillets, deep-drawn panel radii—remain undersampled. Technicians compensate through multiple setups and extended programming time. INSVISION systems acquire millions of surface points in single orientations, capturing geometric variation that sparse sampling misses.
This density accelerates Non-Conformance Report investigations. When a deviation appears, engineers analyze the full surface context—identifying whether variation stems from localized tool wear, fixture deflection, or material flow issues. Root-cause isolation that previously required re-fixturing and re-measurement now proceeds from existing scan data.
Digital twin validation strengthens similarly. When physical scan data aligns with simulation predictions, stakeholders gain confidence to approve tooling corrections or process parameter adjustments without physical prototyping iterations. The comprehensive surface representation reduces decision latency in time-sensitive production environments.
INSVISION delivers this capability through optical systems engineered for industrial conditions—not laboratory ideals. For quality managers and manufacturing engineers, the outcome is inspection data that accelerates rather than constrains production velocity, and reliable 3D scan resolution that supports confident quality decisions across diverse manufacturing environments.
Key Benefits of High-Fidelity 3D Scan Resolution
- Enables predictive process control through complete surface data capture
- Reveals geometric variation missed by sparse touch-probe CMM sampling
- Accelerates root-cause analysis of non-conformances using full surface context
- Strengthens digital twin validation by aligning physical scans with simulation
- Supports confident quality decisions across diverse industrial environments